Prices

June 27, 2021
Prompt Industrial Scrap: A Big Shortage Decades in the Making
Written by Michael Marley
By Michael Marley
The mini sheet mills face a maxi problem, namely no additional supplies of prompt industrial scrap to feed their growing appetites for that raw material. As they move ahead with planned expansions of existing facilities and the construction of greenfield plants, electric arc furnace (EAF) steelmakers may be forced to rely on additional supplies of scrap alternatives like pig iron and direct-reduced iron (DRI) as well as shredded and other less desirable grades of obsolete ferrous scrap.
![]() The explanation is simple. The production of steel products in the U.S. is not growing. Thus, the output of production scrap by auto plants and appliance makers, the main consumers of steel sheet, is stable at about 16.5 million tons per year (tpy). It has been for the past decade or more. But the steel output by the EAF-based scrap-consuming steel plants is expected to rise from about 24 million tpy to more than 33 million tpy in the next two or three years.
The explanation is simple. The production of steel products in the U.S. is not growing. Thus, the output of production scrap by auto plants and appliance makers, the main consumers of steel sheet, is stable at about 16.5 million tons per year (tpy). It has been for the past decade or more. But the steel output by the EAF-based scrap-consuming steel plants is expected to rise from about 24 million tpy to more than 33 million tpy in the next two or three years.
All four of the EAF-based sheet producers are expanding. Nucor already produces more than 13 million tons of sheet products per year at six of its mills, mainly in the eastern half of the country. It will increase capacity at its Ghent, Ky., flat-rolled mill (Gallatin) by 1.4 million tpy. Steel Dynamics Inc. (SDI) is building a third flat-rolled steel mill, this one in Sinton, Texas, about 50 miles north of Corpus Christi. It will produce another 3 million tpy of sheet steel.
And recall that SDI already has two flat-rolled mills–a 3 million tpy mill in Butler, Ind., and a 3.4 million tpy mill in Columbus, Miss.
Big River Steel, now owned by U.S. Steel., has doubled output at its sheet mill in Osceola, Ark., to 3.3 million tpy. Not to be left out, North Star BlueScope is adding a second EAF and a third slab caster to boost its sheet production to about 3 million tpy.
Further taxing the domestic industrial scrap supply are the EAF expansions at two other mills in the Southeast—the ArcelorMittal-Nippon Steel joint venture sheet mill in Calvert, Ala., and U.S. Steel’s new EAF at its steel works in Birmingham, Ala. Both will further siphon off more scrap in the South, where there are now six EAF-based flat-rolled mills. All built in the past 20 years.
EAF-based sheet steelmakers typically use 50-60% prompt industrial steel scrap in their melt mixes. Their expansions, totaling about 33 million tpy, means they will need about 16.5 million tpy of busheling and bundles to maintain current levels of industrial scrap consumption. There might be enough to meet their needs if there were not the expansions at Calvert and Birmingham – or if the expansions were limited to the ones noted above. But remember that special bar quality (SBQ) mills, wire rod makers and specialty iron foundries also use No. 1 busheling as well as the higher quality black or foundry busheling.
How Scrap Became a Precious Metal
Much of the nation’s industrial steel scrap is generated in the Midwest and the Southeast. That is also where two-thirds of the nation’s hot- and cold-rolled steel is produced and consumed. There are metal manufacturing plants in other regions, like the New England, the Mid-Atlantic states and the West Coast. But steel consumption numbers there are dwarfed by those in the country’s industrial heartland.
Indeed, much of the older manufacturing base in the East has disappeared. It has moved to the South, as well as offshore to Mexico and Asia. An example of this manufacturing depletion is evident in the volume of scrap that passes through some of the region’s scrap yards. A major New York scrap processor, for instance, produces about 50,000 tonnes of shredded scrap each month, but handles a meager 1,000-2,000 tons of busheling in the same time frame.
Likewise, there is little industrial steel scrap in states west of the Mississippi River. And even less on the West Coast. Also, while it may be economic to bring small lots from one or two appliance stamping plants in Iowa, for instance, that same economic logic doesn’t apply to facilities in Seattle or San Francisco.
The cost of rail transport, especially when railroad gondola cars must be switched to two or three different railroads, is prohibitive. In some instances, as much as $100 per ton. It can be even more expensive to ship scrap by boat from a West Coast port to a port on the Gulf Coast or East Coast, where most of the EAF sheet mills are located. Those cargoes must be carried in U.S.-flagged ships, according to federal law (the Jones Act). That cost often isn’t worth it for a commodity like ferrous scrap.
Scrap shippers at East Coast ports have a distinct advantage over their West Coast rivals. They can use cheaper, small barges, each carrying about 3,000 tons, to deliver scrap to other East and Gulf Coast ports. These travel the so-called Intracoastal Waterway, a series of rivers, bays and canals between Boston and Brownsville, Texas.
Home-grown busheling is not the only supply base for U.S. minimills. They also import thousands of tons of industrial steel scrap from auto plants in Canada and western Europe.
For much of the past century, domestic integrated mills were the sole producers of hot- and cold-rolled sheet. And they bought most of the bundles and busheling from auto companies and appliance makers. Their steel was made mainly from pig iron produced in their own blast furnaces. They limited their scrap usage to about 20% of the volume of their basic oxygen furnaces (BOFs).
Scrap was added to the BOF to boost raw steel output when blast furnaces could not produce enough iron. As such, industrial steel scrap demand was often erratic. Prime scrap at these times overhung the market or was unavailable because of seasonal spikes in demand for auto bundles. When demand was weak, dealers bought up excess tons at lower prices, stored it in their yards, and sold it when steel demand rebounded.
That on-again, off-again demand pattern ended in the 1980s when Nucor launched its EAF flat-rolled mill in Crawfordsville, Ind. It was the first to use the thin slab-casting technology developed by Schloemann-Siemag (SMS), a German equipment maker.
SDI, started by three former Nucor managers, followed with a new mill at Butler, Ind. Joining the thin slab ranks were Gallatin Steel in Kentucky and North Star BlueScope in Delta, Ohio. Big River Steel was a much later entrant guided by the late John Correnti. Correnti was a former Nucor president and chief operating officer. He was also a chief executive of the former SeverCorr mill in Columbus, Miss. – which Russian steelmaker Severstal sold to SDI in 2014.
Nucor charged ahead in 1990s and the early 2000s even as new rivals were emerging. It opened new flat-rolled steel mills in Hickman, Ark.; Berkeley County, S.C.; and Decatur, Ala. It also started up a smaller Castrip plant next to its joint venture structural steel mill in Blytheville, Ark.. And, in 2014, Nucor acquired the former Gallatin Steel Co. in Kentucky.
By 2000, after a steep decline in steelmaking in the prior decade, many of the older integrated mills that were the biggest consumers of industrial steel scrap started shutting down or merging with each other. They were no longer competitive. Eventually, there were just three of these former titans competing with the newer EAF sheet mills.
SDI and Nucor recognized how dependent they were on industrial steel scrap and made significant acquisitions in the scrap industry. SDI bought OmniSource Corp., a major Midwest scrap processor, in 2007. OmniSource was not only a major scrap supplier to SDI, it also had a long-term contract to process and market the industrial steel scrap from Chrysler. It gained that by replacing the aged scrap baling and processing equipment at Chrysler’s stamping plants.
Nucor reacted the following year by acquiring the David J. Joseph Co. (DJJ), the nation’s largest ferrous scrap broker, which had had a long-term relationship with Nucor since the steelmaker’s founding in the late 1960s and early 1970s. DJJ didn’t have many exclusive deals with automakers. But it has done much in recent years to lock up scrap deals with many of the independent stampers that produce auto bodies and other parts for carmakers. Through these, it has ensured a steady supply of prompt steel scrap to its parent company’s mills and other consumers of busheling.
The Big Problem: EAFs Expanding, But Not Auto, Appliance
To match steelmakers’ expansion plans, U.S. auto companies and appliance makers would have to more than double their output. There is little or no likelihood that will happen. If anything, automakers will probably expand their output of cars and car parts in foreign markets where costs are lower than in the U.S.
There are no major reservoirs of prompt industrial ferrous scrap. Such piles of high-quality scrap arise only briefly when steel demand is weak. Integrated mills were never the steady-eddie buyers that EAF flat-rolled mills are. While integrated steelmakers were the main users of industrial steel scrap, they bought the auto bundles on an unpredictable basis. If a mill’s order book was stronger, it might bid for 20,000-30,000 more tons of bundles than it bought most months. That extra scrap would help to produce more steel.
Melting more scrap was the easiest and cheapest way for integrated mills to boost steel output. Especially compared to the other options: importing steel slabs or restarting an idled blast furnace. The only predictable seasonal spikes in industrial scrap demand were in June and July, when the automakers shut down for summer vacations and to retool their plants to produce next year’s cars. The integrated mills bought extra ahead of time to offset the decline in auto scrap output.
If demand weakened, the integrated mills would rely solely on the iron from their blast furnaces. Also, there were often seasonal, year-end declines when the integrated mills cut back outside purchases to reduce inventory. That would often be followed by a scrap-buying binge in January when the mills realized they were scraping dirt and not metal from their on-site scrap yards.
Unlike industrial scrap, there are long-term reservoirs of obsolete scrap. These include auto junk yards that sell wrecks to shredders and demolition contractors who tear down obsolete factories. There are no matching pools of industrial steel scrap. Industrial scrap was never as permanent as the pools of obsolete scrap. And thanks to the expansion of EAF sheet mills, prime scrap is gobbled up as quickly as it is produced. Today, shipments of No. 1 busheling and No. 1 bundles are enroute to EAF sheet mills not long after they have been generated at a stamping plant.
When Nucor’s Crawfordsville mill started in the 1980s, the main competition for auto bundles took place in end-of-month battles with integrated steel mills. The SBQ bar mills and wire rod makers bought busheling each month, but they took in smaller volumes than both the integrated mills and Nucor’s first flat-rolled mill.
But competing against the integrated mills for the bundles could be a financial nightmare for Nucor’s new mill and later the other flat-rolled EAFs. Prime industrial scrap is their main raw material. If the integrated mills bid up bundles by, say, $20 per gross ton, it would only raise their steelmaking cost by an average of about $4 per net ton. For Nucor, SDI and the other EAF mills, however, that $20-per-ton increase hiked their scrap costs by $10 per ton. The integrated mills could absorb that modest $4-per-ton increase. Not so for the minimills, which were trying to break into the market for hot-rolled and cold-rolled coil–a goal that the late Ken Iverson, Nucor’s long-time CEO, and others had been dreaming about for decades.
At the same time, the scrap industry’s shredder operators had learned to produce a cleaner shredded scrap with less “tramp” elements like copper and aluminum.
The driving force for this change was not a desire to produce a cleaner scrap for the mills. Instead, shredders realized they were giving away valuable metals like copper ($2-3 per pound) and aluminum ($1 per pound) along with the steel and iron (10-20 cents per pound) they sold to the mills. These nonferrous metals, they learned, could be recovered and sold to nonferrous metal refiners.
The side benefit recognized by some integrated mills and their scrap brokers was that the shredded, now containing less copper, reduced the likelihood that the sheet steel would be more brittle and crack when it was put through an automaker’s stamping presses. The integrated mills began to abandon their strict diet of factory bundles and used shredded scrap, which often had less than 0.2% copper, a critical specification.
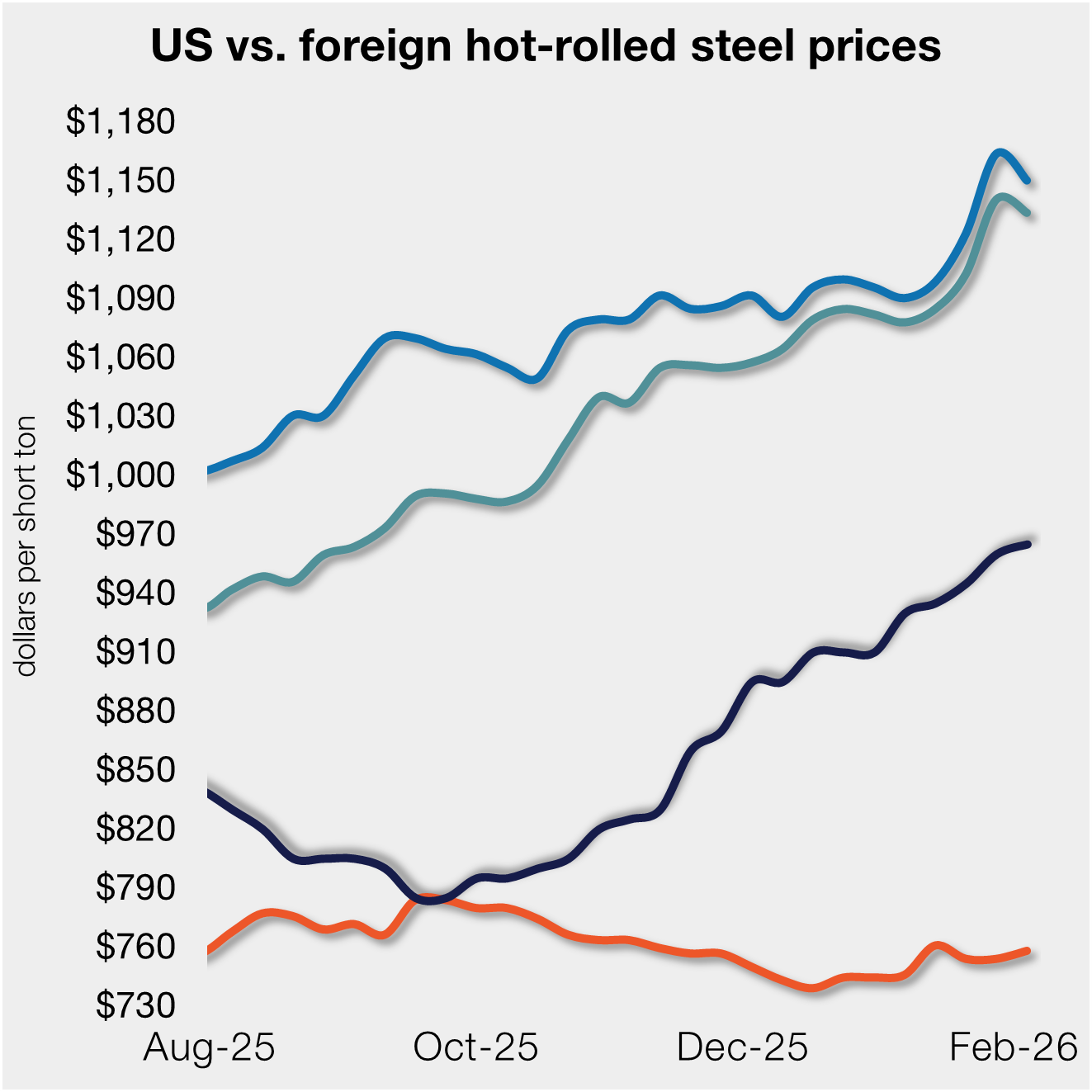
That new corps of EAF-based flat-rolled mills have large EAFs and huge appetites for prime industrial steel scrap. But as noted earlier, prime industrial scrap is a commodity whose supply is determined by the sales of passenger vehicles and appliances. If these new flat-rolled mills need more busheling, they can’t ask the automakers to make more cars or tell GE to crank out more refrigerators. The only alternative is to outbid their rival mills. An example of that was evident in 2008. Prices started climbing by $50 or $60 per ton month. By September of that year, some mills were paying more than $900 per ton for auto bundles and busheling.
Exceptions to the Rule
There have been the occasional periods of oversupply of industrial scrap. The last was in 2015-16 when the U.S. market was flooded with cheaper foreign flat-rolled steel. U.S. mills, even the newer EAF-based flat-rolled steelmakers, could not compete. Their demand for busheling plummeted so drastically that it was selling at prices below shredded scrap in several regions. Rebar mills were using busheling to make a lower-value product than coil. That’s not how things usually are. Busheling has more intrinsic value than shredded scrap and typically sells for a premium of at least $15 per ton. But the explanation was simple: busheling was at the time cheaper than shredded.
Automakers were still producing plenty of cars and small trucks, but with the cheaper foreign steel bought by their independent stampers and other parts suppliers. With auto output at a steady pace, stampers were running well and producing plenty of prompt industrial steel scrap. Auto stampers and appliance makers had no use for the steel busheling and bundles piling up in rail cars and roll-off containers at their plants. Most have long-term contracts with scrap dealers to collect and sell that scrap. They are then paid a percentage of that sales price.
Without either the integrated or EAF sheet mills buying prime scrap, dealers had few choices besides cutting the price and selling to the first takers. And the first takers were long products mills that typically don’t use high-quality scrap like busheling to make products like rebar that are destined to be buried in concrete for the next 50 years. Yet, they could not turn down the offers of cheaper scrap that also yielded more iron when melted.
Longs mills were also benefitting in other ways. Some Canadian scrap processors found themselves overwhelmed with excess supplies of busheling from auto stampers in that country. They had in the past sold much of that prime scrap to U.S. sheet mills. But this time they had no takers. So they dumped that excess prime scrap supply into their shredders. It made more economic sense than letting it pile up in their yards and produced a cleaner shredded with a higher iron content.
That upside/down market, as most scrap dealers referred to it, continued until the Trump administration placed tariffs and quotas – Section 232, rolled out in March 2018 – on foreign steel.
Editor’s note: A veteran raw materials reporter, Michael Marley was previously chief correspondent at American Metal Market (AMM). He led AMM’s ferrous scrap pricing and its scrap news coverage. Marley is also a vice president at World Steel Exchange Marketing (WSEM).